






vol.81 長ものボルトの膜厚分布2012.09.26
長ものボルトの膜厚分布
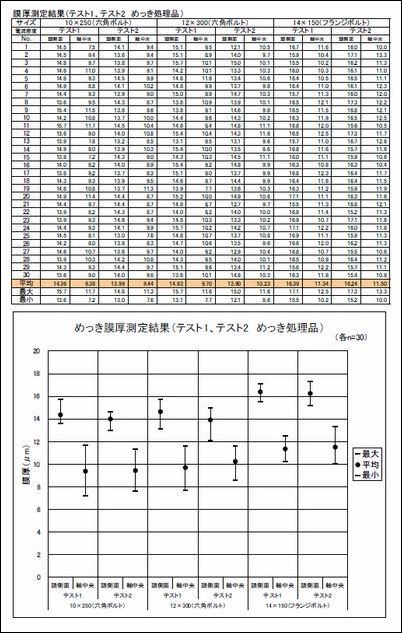
バレルドラムに入れてボルトをめっきをする場合、ボルト各部分(頭部・軸部・先部)
に折出する膜厚は均一ではなく、偏ったったものになります。
細くて長いボルトはボルト自身が絡まり合い、バレル内で充分な攪拌がされないため
さらに膜厚の偏りが大きくなる傾向があります。
また、太くて長いボルトの場合はリード線を巻込みスパーク現象を発生させる要因
となります。従って投入量を調整するしかなく、生産性が上がりません。
ワッシャー・スプリングワッシャーの着いたボルトの場合は、さらに厄介です。
理由は、表面積が大きくなり、ワッシャーのついた軸部は陰になりめっきが折出し
にくく、逆にスプリングワッシャーの切り口にはめっきが折出しやすいからです。
結果として、そこにめっきの欠けが起こるため耐蝕性能に影響をおよぼします。
このようにボルトのめっきには多様な要素があるため、従来は職人的勘で投入量を
調整しながら生産をしてきました。
最近はボルトメーカーの要求度も高くなり、着きにくい部分(長ものの軸部)の膜厚が
基準になりつつあります。これは、めっき業者としてさらに生産性を損なうもので
あり、生産コストが維持出来なくなっています。
しかし、海外ではそのよう精度の要求は無く(めっきレベルは低く)コストのみで比較
されてしまいます。
このような不利な条件下でコスト削減の要求はエスカレートしているのです。
そのため、手足を縛られた格好で競争を強いられているのが現状です。
上記の特性を理解して、生産性を拡大・膜厚の均一性を維持・通電電気量を削減し
コストを削減をする装置を導入すべきです。
ご参照ください
MITAKAのめっき装置は、品質・生産性・コストパフォーマンスを備えた設備です。
株式会社 三隆製作
〒434-0046
静岡県浜松市浜名区染地台六丁目5番12号
TEL:053-584-5539(代)
FAX:053-584-5540
〒434-0046
静岡県浜松市浜名区染地台六丁目5番12号
TEL:053-584-5539(代)
FAX:053-584-5540
最新記事
カテゴリー
月別アーカイブ
- 2025年7月 [3]
- 2025年6月 [1]
- 2025年5月 [1]
- 2024年12月 [2]
- 2024年11月 [1]
- 2024年10月 [3]
- 2024年9月 [4]
- 2024年8月 [2]
- 2024年5月 [1]
- 2024年4月 [2]
- 2024年3月 [3]
- 2024年2月 [7]
- 2024年1月 [11]
- 2023年12月 [8]
- 2023年5月 [1]
- 2023年4月 [2]
- 2023年1月 [1]
- 2021年12月 [1]
- 2021年11月 [2]
- 2021年10月 [3]
- 2021年9月 [2]
- 2021年8月 [2]
- 2021年7月 [4]
- 2021年6月 [5]
- 2021年5月 [4]
- 2021年4月 [4]
- 2021年3月 [5]
- 2021年2月 [2]
- 2021年1月 [2]
- 2020年10月 [3]
- 2020年9月 [4]
- 2020年8月 [2]
- 2020年6月 [1]
- 2019年11月 [2]
- 2019年9月 [3]
- 2019年7月 [2]
- 2019年6月 [3]
- 2019年5月 [2]
- 2019年2月 [1]
- 2019年1月 [3]
- 2018年9月 [1]
- 2018年5月 [1]
- 2018年3月 [2]
- 2018年2月 [2]
- 2018年1月 [3]
- 2017年11月 [1]
- 2017年10月 [2]
- 2017年8月 [1]
- 2017年7月 [4]
- 2017年6月 [1]
- 2017年5月 [3]
- 2017年4月 [2]
- 2017年3月 [1]
- 2017年2月 [1]
- 2017年1月 [2]
- 2016年12月 [3]
- 2016年10月 [2]
- 2016年9月 [3]
- 2016年8月 [1]
- 2016年7月 [4]
- 2016年4月 [1]
- 2016年2月 [1]
- 2015年12月 [1]
- 2015年7月 [1]
- 2015年5月 [1]
- 2015年4月 [4]
- 2015年3月 [1]
- 2015年2月 [1]
- 2015年1月 [1]
- 2014年11月 [1]
- 2014年10月 [4]
- 2014年9月 [4]
- 2014年8月 [4]
- 2014年7月 [2]
- 2014年6月 [1]
- 2014年5月 [1]
- 2014年3月 [1]
- 2014年2月 [1]
- 2014年1月 [1]
- 2013年12月 [1]
- 2013年9月 [2]
- 2013年8月 [1]
- 2013年7月 [2]
- 2013年6月 [1]
- 2013年5月 [1]
- 2013年4月 [2]
- 2013年3月 [2]
- 2013年2月 [2]
- 2013年1月 [2]
- 2012年12月 [1]
- 2012年11月 [4]
- 2012年10月 [3]
- 2012年9月 [2]
- 2012年8月 [2]
- 2012年7月 [2]
- 2012年6月 [2]
- 2012年5月 [3]
- 2012年4月 [2]
- 2012年3月 [2]
- 2012年2月 [2]
- 2012年1月 [2]
- 2011年12月 [2]
- 2011年11月 [2]
- 2011年10月 [1]
- 2011年9月 [2]
- 2011年8月 [1]
- 2011年7月 [2]
- 2011年6月 [3]
- 2011年5月 [2]
- 2011年4月 [3]
- 2011年3月 [2]
- 2011年2月 [2]
- 2011年1月 [2]
- 2010年12月 [3]
- 2010年11月 [1]
- 2010年10月 [2]
- 2010年9月 [2]
- 2010年8月 [1]
- 2010年7月 [3]
- 2010年6月 [2]
- 2010年5月 [1]
- 2010年4月 [1]
- 2010年3月 [4]
- 2010年2月 [4]
- 2010年1月 [3]
- 2009年12月 [3]
- 2009年11月 [3]
- 2009年10月 [3]
- 2009年9月 [2]