






vol.27 中国めっき設備状況視察 No.32010.07.05
今回は、中国で見ためっき装置の現状を踏まえ、キャリヤー式とエレベーター式の
バレルめっき装置をご説明します。
■キャリヤー式
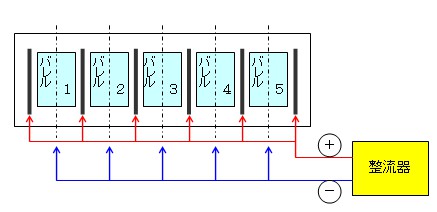
複数個のバレルに、1台の整流器より電気を供給。
上図の装置では、定電圧制御を行っている。
つまり製品が異なった場合、同じ表面積になるよう投入量を計算して
投入しなければならないということである。
しかしながら、上図のように整流器からの配線の長さが異なっていると
整流器から近い順で電気は流れやすくなるため、厳密には同じ条件ではない。
膜厚のバラツキはバレル毎にもある。
■エレベーター式

上記レイアウト図のような設備で、上昇-横行-下降を繰り返し、
前処理・亜鉛めっきを行う。
亜鉛めっきの場合は、①で入り浸漬したまま⑳(位置は設備の大きさにより
変化する)まで移動。⑳で上昇して出る。
キャリヤー式と異なるのは、全バレルが同じ条件下の状態を通過することで
めっき条件は同一と考えられる。
現在では、バレル毎に1電源を設置して、バレル内に入った製品の表面積に
応じた電流を流すことで膜厚の管理を行っている。
<考察> めっきはファラデーの法則により成り立つ
亜鉛めっきの場合、単位面積 1dm2 (10cm×10cm=100cm2)に、
1.0Aの電流を1時間通電した時、17.1μmのめっき被膜が析出する。
(0.285μm/分)
しかしながら、バレルめっきではバレル(容器)の中で、コンタクト(リード線)と
呼ばれる通電体に接し回転しながらめっき被膜が析出されていく。
そのため、計算を邪魔する要素が多く作業者の熟練度に任せることが多い。
下記の要素を一つ一つ分析する必要がある。
解決していけばCO2排出削減とランニングコスト削減につながっていく。
○ バレル内の亜鉛金属濃度は、時間の経過とともに低下していく。
○ バレルの回転数は、製品のめっき被膜の析出(膜厚)に影響がある。
○ バレル容積と製品の投入容積は、めっき被膜の析出(膜厚)に影響がある。
○ めっき槽内の亜鉛金属濃度を一定にするような管理が必要である。
○ めっき槽の温度もめっき被膜の析出(膜厚)に影響がある。
○ 投入した製品の容積は、めっき被膜の析出(膜厚)に影響する。
○ アノード(陽極)の表面積は、電気抵抗に影響する。
○ バレル通電時、通電接点の形状は電気抵抗に影響する。
○ めっき被膜析出(膜厚)に要する電気量は、電流密度の設定に影響する。
○ バレル穴の形状は、薬品の汲み出し量に影響する。
○ 薬品の汲み出し量は、給水量に影響する。
○ 薬品の汲み出し量は、排水処理から出るスラッヂに影響する。
○ 給水量は排水処理に影響する。
〒434-0046
静岡県浜松市浜名区染地台六丁目5番12号
TEL:053-584-5539(代)
FAX:053-584-5540
最新記事
カテゴリー
月別アーカイブ
- 2025年7月 [3]
- 2025年6月 [1]
- 2025年5月 [1]
- 2024年12月 [2]
- 2024年11月 [1]
- 2024年10月 [3]
- 2024年9月 [4]
- 2024年8月 [2]
- 2024年5月 [1]
- 2024年4月 [2]
- 2024年3月 [3]
- 2024年2月 [7]
- 2024年1月 [11]
- 2023年12月 [8]
- 2023年5月 [1]
- 2023年4月 [2]
- 2023年1月 [1]
- 2021年12月 [1]
- 2021年11月 [2]
- 2021年10月 [3]
- 2021年9月 [2]
- 2021年8月 [2]
- 2021年7月 [4]
- 2021年6月 [5]
- 2021年5月 [4]
- 2021年4月 [4]
- 2021年3月 [5]
- 2021年2月 [2]
- 2021年1月 [2]
- 2020年10月 [3]
- 2020年9月 [4]
- 2020年8月 [2]
- 2020年6月 [1]
- 2019年11月 [2]
- 2019年9月 [3]
- 2019年7月 [2]
- 2019年6月 [3]
- 2019年5月 [2]
- 2019年2月 [1]
- 2019年1月 [3]
- 2018年9月 [1]
- 2018年5月 [1]
- 2018年3月 [2]
- 2018年2月 [2]
- 2018年1月 [3]
- 2017年11月 [1]
- 2017年10月 [2]
- 2017年8月 [1]
- 2017年7月 [4]
- 2017年6月 [1]
- 2017年5月 [3]
- 2017年4月 [2]
- 2017年3月 [1]
- 2017年2月 [1]
- 2017年1月 [2]
- 2016年12月 [3]
- 2016年10月 [2]
- 2016年9月 [3]
- 2016年8月 [1]
- 2016年7月 [4]
- 2016年4月 [1]
- 2016年2月 [1]
- 2015年12月 [1]
- 2015年7月 [1]
- 2015年5月 [1]
- 2015年4月 [4]
- 2015年3月 [1]
- 2015年2月 [1]
- 2015年1月 [1]
- 2014年11月 [1]
- 2014年10月 [4]
- 2014年9月 [4]
- 2014年8月 [4]
- 2014年7月 [2]
- 2014年6月 [1]
- 2014年5月 [1]
- 2014年3月 [1]
- 2014年2月 [1]
- 2014年1月 [1]
- 2013年12月 [1]
- 2013年9月 [2]
- 2013年8月 [1]
- 2013年7月 [2]
- 2013年6月 [1]
- 2013年5月 [1]
- 2013年4月 [2]
- 2013年3月 [2]
- 2013年2月 [2]
- 2013年1月 [2]
- 2012年12月 [1]
- 2012年11月 [4]
- 2012年10月 [3]
- 2012年9月 [2]
- 2012年8月 [2]
- 2012年7月 [2]
- 2012年6月 [2]
- 2012年5月 [3]
- 2012年4月 [2]
- 2012年3月 [2]
- 2012年2月 [2]
- 2012年1月 [2]
- 2011年12月 [2]
- 2011年11月 [2]
- 2011年10月 [1]
- 2011年9月 [2]
- 2011年8月 [1]
- 2011年7月 [2]
- 2011年6月 [3]
- 2011年5月 [2]
- 2011年4月 [3]
- 2011年3月 [2]
- 2011年2月 [2]
- 2011年1月 [2]
- 2010年12月 [3]
- 2010年11月 [1]
- 2010年10月 [2]
- 2010年9月 [2]
- 2010年8月 [1]
- 2010年7月 [3]
- 2010年6月 [2]
- 2010年5月 [1]
- 2010年4月 [1]
- 2010年3月 [4]
- 2010年2月 [4]
- 2010年1月 [3]
- 2009年12月 [3]
- 2009年11月 [3]
- 2009年10月 [3]
- 2009年9月 [2]