






めっきのお悩み相談 vol.1482016.12.20
めっきのお悩み相談
タッピングスクリュー・小ネジ対応
タッピングスクリューをめっきする場合、先端部が鋭利なために水抜き穴が1.5mm位でないと、穴に製品が刺さり問題が出ます。
ワーク自体の表面積も大きく、投入量を制限しないと膜厚が確保出来ないため、通常20kg/バレル前後で生産しています。これでは採算が取れません。
採算がとれる方法があります。開放型・補助陽極付きのバレルドラムによるめっきです。めっき浴はジンケート浴でも可能です。
補助陽極を利用する事でめっき効率が上がり、電流密度 0.35A/dm2・めっき時間 80分で平均膜厚 8.9μm確保出来ます。
膜厚5μm仕様ならクリアーします。
投入量は2,000dm2/バレル・50kg~60kg/バレルになります。
生産量に応じてタクトタイムを決める事になります。
蓋が有りませんから蓋ガミする心配の製品・コネジ・微細ネジ・ワッシャーにも対応します。
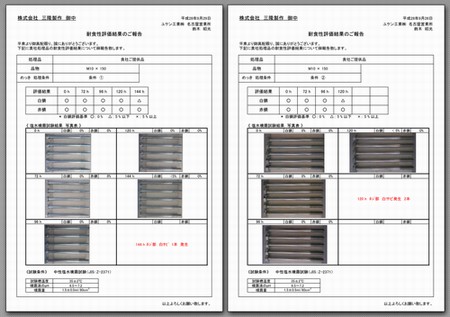
長物ボルトに対応
長物ボルト(膜厚の均一性)・150mm以上~250mmをめっきする場合。
長物ボルトでは、軸部と端部の膜厚差が大きくなるため従来は静止ラインでめっきするか、均一性の光沢剤を使用してめっきをしています。
弊社では電流密度とめっき時間を調整することにより、短物と同じラインで生産出来ます。長物ボルトの割合によりますがご相談ください。
めっきデーターが有ります。

ナット類は膜厚確保が難しいとお考えではありませんか?
その原因はワッシャーと同じで、バレルドラム側壁に張り付いたり、製品同士が重なりあったりするため膜厚が折出し難いからです。
バレルドラムを曲面・円筒形状にする事でボルトの頭部と同じように膜厚が確保出来ます。弊社のめっきテストではめっき効率が30%改善しています。
クロメート処理での重なりの心配も有りません
撹拌ストロークの改善と処理カゴの改善で対応出来ます。
処理カゴ内の製品の動きをご参照ください。
<参照>Information 装置動画4 クロメート撹拌機構
3価クロメートの耐食性能向上対応
3価クロメートに変わり、自己修復性能が無くなり耐食性能が低下したと思われています。
改善方法があります、膜厚の均一性確保が重要です。
更にクロメート被膜の均一性、形成した被膜の保護をすれば耐食性能は向上、外観も向上します。耐食性能データーが有ります。
ロット生産に対応する
弊社は、ボルトメーカーの社内生産対応に1,000T/月・1,500T/月の生産設備をしています。ロット生産・無作為生産にも対応します、
ロットで大量に生産する方法がランニングコストを削減するには一番効率が良いと思います。特にめっきの工程におけるランニングコストは、投入量を多く・電流密度を低く・タクトタイムを長めにめっき装置を設計する事が生産性向上・ランニングコスト低減を両立させる重要なポイントです。
小ロット対応
専業者に求められるのは、小ロット対応です。
メーカーは大量に生産するロットを社内の生産ラインにて効率良く生産して、小ロット製品を専業者にお願いしています。
最近はメーカーにおいてもユーザー対応にロットが小さくなる傾向にあるようです。
そこで弊社では小ロット専用に特殊なバレルドラムを開発しました。
従来、小ロット生産ラインではランニングコストを削減し難い状況でした。
これは薬品使用量を削減し難く・生産性も限界がありました。
そこでバレルドラムを3分割して、処理カゴも3つに仕切り20kg~25kgで投入、60kg~75kg/バレルにて生産します。
この方法なら生産性の向上とランニングコスト低減が実現します。
更に10kg~15kgのロットであれば、バレルドラムを4分割・処理カゴを4つに仕切ります。
御相談ください。
省エネタイプ、エレベーター型亜鉛バレルめっき装置のリーディングカンパニー
<お問い合わせ先>
http://www.mitaka-seisaku.co.jp/contact/
〒434-0046
静岡県浜松市浜名区染地台六丁目5番12号
TEL:053-584-5539(代)
FAX:053-584-5540
最新記事
カテゴリー
月別アーカイブ
- 2025年7月 [3]
- 2025年6月 [1]
- 2025年5月 [1]
- 2024年12月 [2]
- 2024年11月 [1]
- 2024年10月 [3]
- 2024年9月 [4]
- 2024年8月 [2]
- 2024年5月 [1]
- 2024年4月 [2]
- 2024年3月 [3]
- 2024年2月 [7]
- 2024年1月 [11]
- 2023年12月 [8]
- 2023年5月 [1]
- 2023年4月 [2]
- 2023年1月 [1]
- 2021年12月 [1]
- 2021年11月 [2]
- 2021年10月 [3]
- 2021年9月 [2]
- 2021年8月 [2]
- 2021年7月 [4]
- 2021年6月 [5]
- 2021年5月 [4]
- 2021年4月 [4]
- 2021年3月 [5]
- 2021年2月 [2]
- 2021年1月 [2]
- 2020年10月 [3]
- 2020年9月 [4]
- 2020年8月 [2]
- 2020年6月 [1]
- 2019年11月 [2]
- 2019年9月 [3]
- 2019年7月 [2]
- 2019年6月 [3]
- 2019年5月 [2]
- 2019年2月 [1]
- 2019年1月 [3]
- 2018年9月 [1]
- 2018年5月 [1]
- 2018年3月 [2]
- 2018年2月 [2]
- 2018年1月 [3]
- 2017年11月 [1]
- 2017年10月 [2]
- 2017年8月 [1]
- 2017年7月 [4]
- 2017年6月 [1]
- 2017年5月 [3]
- 2017年4月 [2]
- 2017年3月 [1]
- 2017年2月 [1]
- 2017年1月 [2]
- 2016年12月 [3]
- 2016年10月 [2]
- 2016年9月 [3]
- 2016年8月 [1]
- 2016年7月 [4]
- 2016年4月 [1]
- 2016年2月 [1]
- 2015年12月 [1]
- 2015年7月 [1]
- 2015年5月 [1]
- 2015年4月 [4]
- 2015年3月 [1]
- 2015年2月 [1]
- 2015年1月 [1]
- 2014年11月 [1]
- 2014年10月 [4]
- 2014年9月 [4]
- 2014年8月 [4]
- 2014年7月 [2]
- 2014年6月 [1]
- 2014年5月 [1]
- 2014年3月 [1]
- 2014年2月 [1]
- 2014年1月 [1]
- 2013年12月 [1]
- 2013年9月 [2]
- 2013年8月 [1]
- 2013年7月 [2]
- 2013年6月 [1]
- 2013年5月 [1]
- 2013年4月 [2]
- 2013年3月 [2]
- 2013年2月 [2]
- 2013年1月 [2]
- 2012年12月 [1]
- 2012年11月 [4]
- 2012年10月 [3]
- 2012年9月 [2]
- 2012年8月 [2]
- 2012年7月 [2]
- 2012年6月 [2]
- 2012年5月 [3]
- 2012年4月 [2]
- 2012年3月 [2]
- 2012年2月 [2]
- 2012年1月 [2]
- 2011年12月 [2]
- 2011年11月 [2]
- 2011年10月 [1]
- 2011年9月 [2]
- 2011年8月 [1]
- 2011年7月 [2]
- 2011年6月 [3]
- 2011年5月 [2]
- 2011年4月 [3]
- 2011年3月 [2]
- 2011年2月 [2]
- 2011年1月 [2]
- 2010年12月 [3]
- 2010年11月 [1]
- 2010年10月 [2]
- 2010年9月 [2]
- 2010年8月 [1]
- 2010年7月 [3]
- 2010年6月 [2]
- 2010年5月 [1]
- 2010年4月 [1]
- 2010年3月 [4]
- 2010年2月 [4]
- 2010年1月 [3]
- 2009年12月 [3]
- 2009年11月 [3]
- 2009年10月 [3]
- 2009年9月 [2]